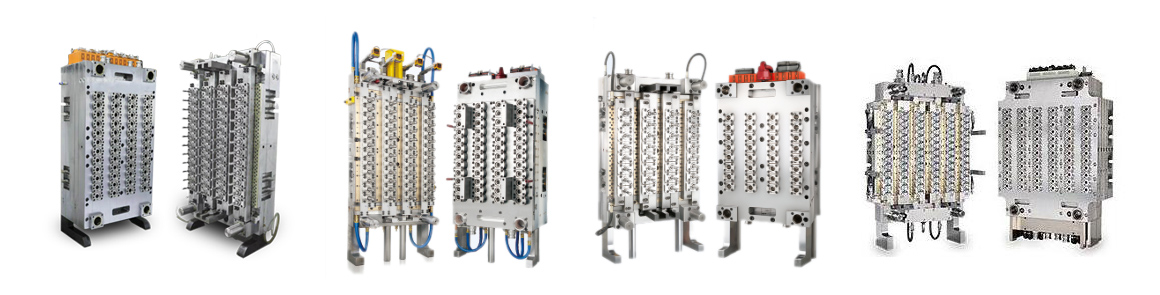
PET preform molds are generally multi-cavity molds. Preform molds are generally slender, because the flow path of PET is not very good, so it is necessary to hang hard steel materials, such as S136, etc. This steel material is also more suitable for mirror products.
PET bottles are processed again by blow molding to form plastic bottles, including bottles for packaging such as cosmetics, medicine, health care, beverages, mineral water, reagents, etc. This bottle making method is called a two-step method, that is, a bottle preform is formed by injection molding.
Today we come to understand several common problems, causes and solutions of PET preform molds.
PET preform opaque
Reason: It may be because the raw materials are insufficiently dried and plasticized; or mixed with other plastics, the purity is not high; in addition, the material temperature is too low, causing the PET preform to be opaque.
Solution: Check whether the temperature of the dry material is too low or the injection volume does not match. It must be ensured that the raw material is dried at 165 degrees to a moisture content of less than 0.02%; and it must be guaranteed to be dried for more than four hours during manufacturing; in addition, you can also try Increase the speed of the screw.
PET preforms are cracked at the gate
Reason: The occurrence of this kind of situation is basically caused by the gate undershoot and the gate area is too hot. In addition, the hot runner gate and the gate are not concentric will also cause this situation.
Solution: When the gate area is too hot, the gate insulation should be strengthened; in addition, correcting the mold and gate can solve this problem.
Preform is bent after demoulding
Reason: The eccentricity of the gate hole and uneven cooling will cause the preform to bend after demolding.
Solution: When this situation occurs, you need to take some measures. When the gate hole is eccentric, you can modify the mold; in addition, reduce the holding pressure, increase the injection speed, extend the cooling, clean the water channel, and increase the cooling water pressure. This kind of bending phenomenon can be solved.
The bottle is not full in the vertical direction
Reason: When such a situation occurs, it may be that the temperature of the preform that is dissatisfied is too high, the preform of the dissatisfaction has cold blocks, the air pressure is insufficient, the exhaust of the blow mold is poor, the temperature of the blow mold is too high, the preform The reason is that the wall is too thin, and the longitudinal stretch ratio of the bottle is insufficient.
Solution: Adjust the temperature of the PET preform, do not touch the heated preform and check whether the cold and hard blocks have been touched, increase the air pressure and gas volume of the gas storage, increase the exhaust, add cooling water to the blow mold, correct the mold, Increasing the longitudinal stretch ratio can solve this problem.
Poor vertical bearing capacity
Reason: When the wall thickness is uneven, the preform heating temperature is too high, and the shape of the bottle is bad, it will cause the bottle to have a poor vertical bearing capacity.
Solution: To solve this kind of problem, it is necessary to improve the uniform wall thickness of the bottle, try to form at a low temperature and high pressure, and improve the bottle design.

Mold material: S136H 、718H、NAK80、 P20、2738、8407、SKD61、H13Mould cavity number: single cavity, multi cavityProcessing accuracy: 0.05mmMold

We have ISO9001 international quality management system and experience in controlling production costs in China. Therefore, we can help you save 20% -


Mold material: S136 HRC48-52Manufacturing process: CNC milling, CNC machining, EDM/wire cuttingWe are equipped with the world's top precision machinin

Our liquid transfer gun suction head medicine mould is made of high-quality materials as a whole. There are no burrs at the tip and mouth of the produ

The mold has a short injection cycle, high efficiency, long life, and low cost. Adopting the special flow channel design of the international advanced

This type of mould is assembled from outer cap and an inner anti-theft ring. The outer cap is automatically rotated and pushed out by a hydraulic moto

Copyright © 2016 Taizhou Huangyan Yongsheng Mould Co., Ltd. All Rights Reserved
The information provided on this website is intended for use only in countries and jurisdictions outside of the People's Republic of China.
Custom Plastic Injection Mold Manufacturers


 English
English  中文简体
中文简体 Español
Español عربى
عربى