Increase shrinkage Preform PET mould shorter cooling time in injection mould. Higher mould temperature. Greater product thickness. Higher resin melt temperature during injection. More plasticizer in resin. Less injection speed. Lesser packing holding pressure and volume. Decrease shrinkage: longer cooling time in the injection mould. Lower mould temperature. Thinner product walls. Lower resin melt temperature during injection. Greater injection speed. Greater packing holding pressure and volume. Fillers such at talc, glass beads, or glass fibers more anisotropic shrinkage with fibersInjection rates, packing, and mould temperatures can significantly affect moulded in stress or allow voids and sink marks. Moulded-in stress can affect warp, solvent sensitivity, dimensional stability, and impact resistance; so, these tertiary effects need to be considered.Warpage is usually caused by moulded-in stresses.
The issue of warpage is related to being a semi crystalline material, HDPE, being semi crystalline polymer, will have differential shrinkage along and across the flow leading to warpage. It is difficult to eliminate this problem just by optimizing processing parameter. If use of multiple gates is possible, that might help multidirectional flow leading to lesser warpage. The two areas that will have greatest affect are injection mould temperature and gating being both location and type. Not knowing configuration or flow difficult to give specific advice, but think of the part on a molecular scale. Imagine the surface of part being interconnected crystals with cooling starting at coldest surface of injection mould which will be multiple points and spreading out in a circular shape all within fractions of a second.
You want the coldest surface possible and repeatable and a flow front that fills mould as evenly as possible. The more even the flow front in relation to part configuration from one side across to other and a plastic injection mould surface temperature that is a uniform temperature will minimize warp. There are some design tricks that would also minimize warpage but you may past that point. As to type of gate, as large as possible so you are not adding heat through shear. Also monitor melt temp at nozzle, looking for lowest temp that will enable complete mould fill.Injection mould technologies seminars may help mould companies to educate their people. But I think that each injection mould shrinkage problem you face in real life is caused by too many effects that one rarely can keep track of it.Both are highly developed and very capable products. Either one is much, much better than no process calculation at all.
In that sense, you can’t go wrong whichever one you choose. That’s just as well, because it is going to be difficult to answer the question in a truly informed manner. There can be few if any people who are equally fluent and experienced in both systems, under industrial conditions. A niche product such as injection moulding process simulation needs support by industry experts who can hold their own on the factory floor as well as at the keyboard. I think Autodesk’s CAD reseller channel struggles to deliver that. I am just an onlooker now, but I get the sense that Mouldflow has stalled, and all the momentum is with Mouldex. Certainly, over the last few years, I have read and seen quite a lot about Mouldex and almost nothing about Mouldflow. It is just a niche for Autodesk but it’s core business for Mouldex.

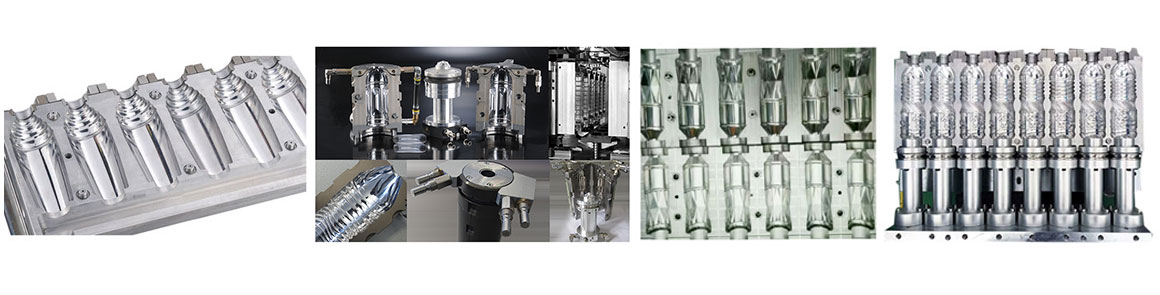
Mold material: S136H 、718H、NAK80、 P20、2738、8407、SKD61、H13Mould cavity number: single cavity, multi cavityProcessing accuracy: 0.05mmMold

We have ISO9001 international quality management system and experience in controlling production costs in China. Therefore, we can help you save 20% -


Mold material: S136 HRC48-52Manufacturing process: CNC milling, CNC machining, EDM/wire cuttingWe are equipped with the world's top precision machinin

Our liquid transfer gun suction head medicine mould is made of high-quality materials as a whole. There are no burrs at the tip and mouth of the produ

The mold has a short injection cycle, high efficiency, long life, and low cost. Adopting the special flow channel design of the international advanced

This type of mould is assembled from outer cap and an inner anti-theft ring. The outer cap is automatically rotated and pushed out by a hydraulic moto

Copyright © 2016 Taizhou Huangyan Yongsheng Mould Co., Ltd. All Rights Reserved
The information provided on this website is intended for use only in countries and jurisdictions outside of the People's Republic of China.
Custom Plastic Injection Mold Manufacturers


 English
English  中文简体
中文简体 Español
Español عربى
عربى